

①采用新型板栅合金材料或高强度的轻物质作为铅酸蓄电池的板栅材料,以减小极板质量,如复合铅布板栅、铅网、泡沫铅、泡沫石墨板栅等;
②采用新型结构设计,如水平式、双极性、卷绕式;
③采用新型添加剂和铅膏配方提高活性物质的利用率。电解液温度较低时,其黏度增大致使渗透力下降、容量降低。此外,温度越低,电解液的溶解度与黏度也越低,则加剧了容量的下降。温度每下降 1℃,容量下降约 1%(小电流放电)或 2%(大电流放电)。因此,适当提高蓄电池的温度,将有利于提高蓄电池的容量及启动性能。在寒冷地区冬季启动汽车时,低温和大电流放电是造成启动困难的原因之一。
(8)电解液的相对密度。适当地增加电解液的相对密度,可减小内阻,有利于提高电解液的渗透能力,使蓄电池的容量增加。但相对密度较高时,由于电解液的黏度增加使内阻增加,引起渗透能力降低从而导致容量下降。此外,电解液相对密度较高时易造成极板硫化而导致容量下降。实践证明,电解液相对密度偏低,有利于提高放电电流和容量,延长蓄电池的使用寿命。故冬季在电解液不会结冰的前提下,也应尽可能采用相对密度稍低的电解液。
2.提高实际电容量的方法
提高铅酸蓄电池的实际容量,主要采取以下措施。
1)增加活性物质量参加反应的活性物质量的多少与极板的厚度有关,由于小电流长时间放电时,电解液能够渗透到极板深层的活性物质空隙中,活性物质利用率高,放电容量就大。相反,在短时间里,放电电流过大,极板表面生成的硫酸铅容易堵塞活性物质的孔隙,导致极板深层活性物质得不到电解液的及时补充而终止放电。因此,采用大电流短时间放电,放电容量取决于极板面积的大小。
2)改变活性物质空隙率活性物质中孔洞所占的总体积(容积)与活性物质总体积(容积)之比,叫活性物质的空隙率(孔度)。根据定义可知,活性物质的空隙率越大,实际孔洞就越多,活性物质就越少。虽然空隙率越大,电解液与活性物质接触面积越大,电池放电量越大,但是因为孔洞太多,活性物质就会减少,电池的放电量反而减小。所以,一定存在一个最佳的空隙率一般情况下正极板空隙率为 55%,负极板为 60%。另外,当活性物质组成中二氧化铅的 B-PbO2 多时,放电容量就大。
3)改变电解液的温度、密度和放电电流电解液密度和纯度都对铅酸蓄电池的容量有影响。温度低,硫酸电解液的黏度和电阻都增大,扩散困难,浓度差急剧增加,电阻增大,使活性物质内部的化学反应难以进行。电解液密度低,参加反应的硫酸量不够;密度太高,电解液的黏度和电阻也会增加。刚开始使用的铅酸蓄电池一般采用 1.270~1.290g/cm³密度的电解液,此外,放电电流也会影响铅酸蓄电池的容量,利用较小电流放电时,电流密度小,铅离子的数量在电极附近少,即铅离子过饱和度小,容易形成疏松的、晶粒粗大的硫酸铅盐层,有利于硫酸电解液通过空隙扩散到极板深处与活性物质接触,放电容量会提高。
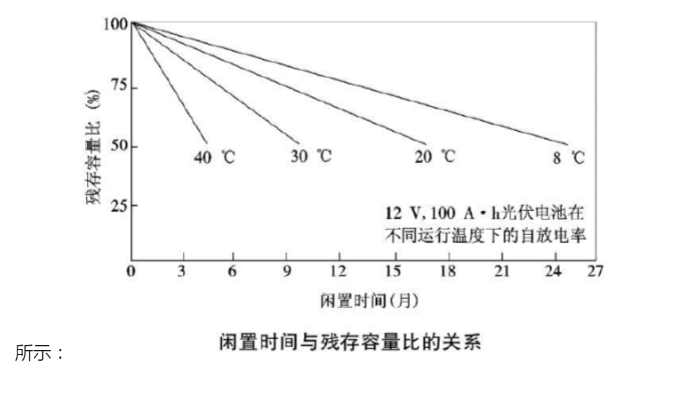
4)铅酸蓄电池不能闲置时间太长铅酸蓄电池闲置时间太长,会使容量越来越低,如下图
(三)极板化成
极板化成是利用化学和电化学反应使极板转化成具有电化学特征的正、负极的过程。极板化成时需要用直流电源在正、负极间施加电压,形成电流通过电极而实现电极物质的氧化还原反应,正极板上的活性物质发生电化学氧化,生成二氧化铅,负极板上发生电化学还原
生成海绵状铅。在极板化成的中后期将会有氧气和氢气排出,这是由于电解液在电流作用下分解成氧气和氢气。因此,极板化成肯定有少量的气体排出,如果有大量的气体排出则表明电池被过充电,这时会有火花产生,将有可能导致电池爆炸。化成工序常在化成槽中加入密度为1.05g/cm³的硫酸,正、负极板分别作为阳极和阴极进行通电。一般汽车型极板要用 20 ~30h 才能完成。在化成的末期进行 10~30min 的短时间放电(称保护放电),使极板表面生成一层薄的硫酸铅,可以减少和降低负极海绵状的铅与空气接触时的氧化,还可以增加正极板活性物质的强度,减少活性物质的脱落。最后经水洗后,再干燥去掉水分。若干燥过程中采取不当的工艺措施,会使部分铅被氧化,这时化成的极板称为熟极板。极板在化成过程中发生两类反应,即化学反应和电化学反应,它们之间既有联系又相互独立。生极板的主要成分是氧化铅和铅的碱式硫酸盐,它们是碱性化合物,在放入盛有稀硫酸的化成槽后,正、负极必然会有如下反应:
PbO+HS04→PbSO4+H₂O
3PbO:PbS04·H0+3HS04→4PbS04+4H0
PbO·PbSO4+HS04→2PbSO4+H0
随着反应物的消耗,中和反应的速率逐渐减慢,当反应物消耗完时中和反应就停止。在-般情况下,中和反应大概要占整个实验过程的一半或者短一些。